Many articles have been dedicated to solar lumber kilns: everything from a simple sheet of Visqueen over a stack of lumber in the sunshine to elaborate enclosures designed for solar gain. The problems with solar kilns include limited control over temperature and limited solar exposure, depending on your region and site location. Additionally, I have been underwhelmed by the performance of solar-operated fans.

My aim was to develop a small dehumidification kiln for better control of the three key components of lumber drying: temperature, airflow and humidity. A dehumidification kiln makes sense particularly when the lumber is air-dried first. This limits the amount of energy needed to bring lumber to the desired 6% to 8% moisture content. Commercial scale steam kilns consume large amounts of energy. In contrast, a dehumidification kiln uses a sealed chamber, with only enough energy input to maintain the desired temperature. With a well-designed dehumidification kiln, hardwood lumber can be dried for mere pennies per board foot.

A shed kiln is an attractive alternative for a couple of reasons. It can be constructed in any style, with architectural features that match or complement an existing home. Built properly, a shed kiln may even increase the value of a property. I don’t think the same could be said for an old reefer truck converted into a kiln (no matter how well it dries lumber). Another reason I like the idea of a shed kiln is the flexibility of future use. Minus the drying equipment, a shed kiln is just an insulated storage space, with a host of possible uses.
Designing a Kiln
The first thing to consider when designing a shed kiln is size. Ideally, a lumber kiln would be large enough to dry multiple stacks of lumber. This lets the operator sort stacks by lumber species, so they will be easy to retrieve when the drying cycle is complete. Consider not only the space for the lumber stacks, but extra floor space to easily load and monitor the charge of lumber. Additionally, a 12″ air plenum is required between the walls and stacks of lumber. This air space is absolutely critical for even airflow, so count on the extra floor space right from the design phase.
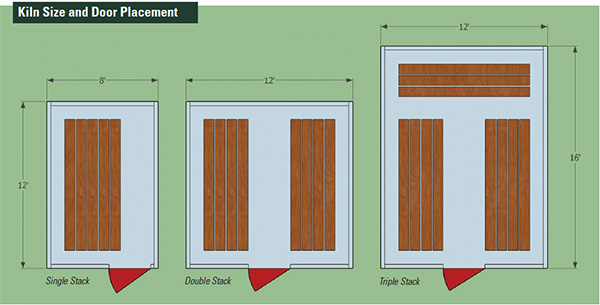
Many available kiln designs require a large, heavy door. My number one priority was to build a kiln that was easy to load and easy to monitor. For a single-stack kiln I recommend a minimum shed size of 8′ x 12′. This would allow a stack of lumber four feet wide and 10 feet long. The remaining width allows for a 36″-wide door and space for your drying equipment.
For more capacity, consider a two stack kiln (12′ x 12′), or a three-stack kiln (12′ x 16′). Regardless of size, allow for a 36″ door that opens to a “hallway” of open space. Changing the position of the doorway in various kiln setups helps provide the best access to the stacks of lumber.
Unlike general shop space, bigger is not always better for kiln design. If the interior volume of a kiln becomes too large, basic heaters and home dehumidifiers may be inadequate to control the kiln environment. For a small scale shed kiln, I recommend a maximum footprint of 200 square feet. Many regions have increased the shed and outbuilding maximum allowable size without need for a permit. Check your local building codes for regionally specific requirements and electrical permits.
My shed kiln was stick-built from standard building material, and sized to take advantage of typical 4′ x 8′ sheet goods. The cost associated with shed construction was similar to buying a prefabricated kit. In exchange for building the shed myself, I wound up with a shed of higher quality, with more features. A typical home center shed’s floors are underbuilt for the weight of a load of lumber.
Another great option is to convert an existing shed or outbuilding to a lumber kiln. Any small building could work, as long as it has a minimum of 2″ x 4″ framing, and will seal out unwanted air. With advances in spray foam insulation, it may be possible to seal older, drafty structures as well. Consider the weight of the lumber that will be placed in the structure and fortify the building accordingly.
Constructing the Chamber
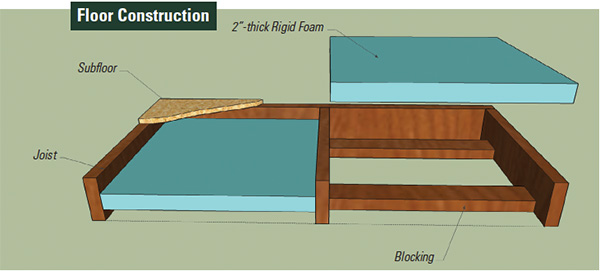
Construction of a kiln chamber is very similar to building a small house. Insulate the floor with 2″ rigid foam for convenience and durability. Extruded polystyrene foam (blue or pink rigid foam) in this thickness has an R value of 10. To accommodate the floor insulation, blocking between joists is oriented horizontally instead of the normal vertical position. This serves a dual purpose of supporting the rigid foam insulation as well as stiffening the floor framing. Leave an air space between the rigid foam and subfloor for additional insulating properties. Insulation for walls and ceilings should be a minimum of R13.
Once the flooring deck is constructed, think about sealing the shed framing at every opportunity. A bead of silicone caulking between the subfloor and sill plate will prevent air infiltration. Lay down the bead of caulking before raising the walls. Corners where walls meet should be sealed with expanding foam sealant. Windows and doors are also sealed, as well as any holes cut for electrical service.
Installing a window in a kiln may seem counterintuitive at first, because windows lose more heat than an insulated wall. However, the natural light and ventilation offered by a small window outweighs any disadvantages. I recommend a 2′ x 3′ sliding window with bug screen. It should be double-pane, well-insulated with low emissivity (low-E).
Size and placement of the access door are critical as well. I selected a 36″ outswing exterior door. An outswing door can always be opened, regardless of shed contents. A pre-hung steel exterior door is ideal in this situation, because it offers weatherstripping and is fully insulated.
Installing sheetrock and fire taping is a good idea for a heated room. The sheetrock also helps to protect the fiberglass insulation. Exterior sheathing and siding type also factors into the heat-holding ability of the structure. I chose “double wall” construction with 1/2″ sheathing, and 1/2″ T1-11 siding. Each layer adds approximately .81 R value. Staggering the seams between the sheathing and siding layers helps avoid air infiltration.
I also wrapped the shed with Tyvek® HomeWrap®. The membrane was taped and “lapped to the weather” so if the tape ever fails, any rain that gets behind the siding would still be shed down and away by the HomeWrap.
I opted not to install a true vapor barrier between the framing and sheetrock, because of potential condensation and mold issues with sheds constructed this way. This shed will be essentially unheated for much of the year and very hot during the kiln-drying cycles. A shed kiln has minimal venting (usually one or two gable vents) and sealed soffits. For these reasons, I feel it is best to let the shed breathe, and forgo a plastic vapor barrier.
Electrical requirements for a DIY kiln are pretty straightforward, but hiring an electrician is still a good idea. Add up the amp draw on all the equipment you plan to use in the kiln, including a heater, dehumidifier, fans and steam generator. Make sure the total amp draw is well within the limit of your electrical circuit. Don’t even think of powering your kiln with an extension cord.
Drying Properties, Kiln Science
If you intend to kiln dry lumber from a green state, right off the sawmill, you will need to be well-versed in airflow rates and follow a detailed drying schedule. Drying lumber too quickly can lead to deep end checking, warping and case hardening. Case hardening is a defect caused by the outer portion of a board drying quickly, while the inner portion dries more slowly. This can create internal stress in the lumber that is released when sawing. If severe enough, the lumber can develop honeycomb cracks throughout.
However, if you kiln dry hardwood lumber that has already been air dried, the process is much more forgiving. Most species of hardwood lumber can be safely dried this way, once the moisture content is 20% to 25% or less. The fact is, most of my stacks of lumber air dry to 15% moisture content before entering the kiln. I hope that the sawyer coated the ends of the lumber with Anchor-Seal® or oil-based paint when it was green. This slows the end-grain drying and limits the severity of end checking.

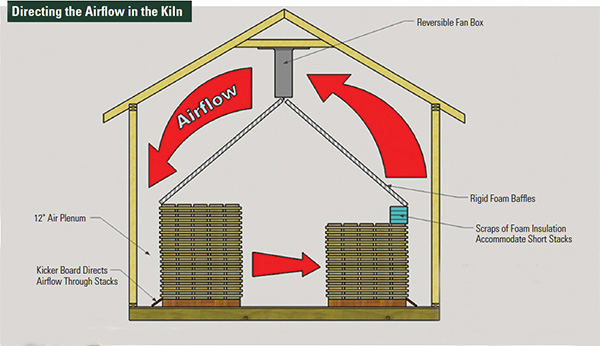
Attic fans are a perfect way to provide airflow over the stacks of lumber. They are normally mounted in the gable of household attics, and they are designed to be used in high temperature environments. My kiln uses four ceiling-mounted fans, each rated for 1,600 CFM. For single-stack kilns, stationary fans are adequate. With two-stack and three stack kilns, it is better to have reversible fans to alter the direction of airflow mid-cycle. This prevents “dead spots” inside the chamber that experience limited airflow.
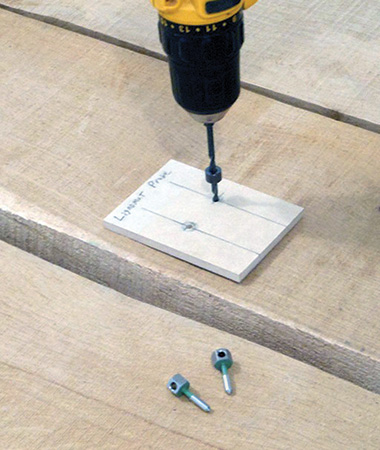
Instead of using expensive electrically reversible fans designed for commercial kilns, I came up with a simple hardware solution. A lazy Susan with 180˚ detents mounts the fan box to the ceiling. I then manually rotate the fan boxes halfway through the drying cycle. Also, since heat rises, ceiling-mounted fans have the added benefit of circulating the warmest air over the lumber.

A household dehumidifier (DH) removes moisture from the kiln chamber. By setting the relative humidity (RH) on the dehumidifier, you can control how often it runs. A higher humidity setting will run the unit sporadically to maintain that RH. A lower RH setting will call for the DH to run more often. There are two ways to remove water from the DH unit, and they both work well. The water tray can be removed and emptied manually, or a hole can be drilled through the wall of the shed to pass a drain tube. This will allow the DH to drain automatically without you needing to enter the kiln. I prefer to empty the water tray manually and record the volume of water collected. This gives me a secondary method of tracking the drying process, using both water volume and moisture content (MC) readings.
A small electric heater supplies auxiliary heat to maintain adequate kiln temperature. In smaller kilns, the heat generated by the fans and DH motor is sufficient to maintain temperatures in excess of 100 degrees. In larger kilns, the heater may be needed in the latter part of the drying cycle. For all kiln drying schedules, a heater should be used to sterilize the lumber and kill any insects that may be present. For a kiln temperature of 140˚ F, sterilization takes three to five hours. With a 130˚ F kiln temperature, sterilization will take 10 to 12 hours (Dry Kiln Operators Manual, 1991). These figures hold true for lumber up to 2″ thick. For sterilizing thicker lumber, additional time is required.
Select a heater with an adjustable thermostat and a tip-over shutoff. This will allow the heater to cycle on and off automatically, according to the kiln operator’s setting. A heavy-duty 1,500-watt space heater works fine.
A Typical Cycle in a Shed Kiln

Loading the kiln begins by rousing my sons and letting them know I’ve planned a day of work. After a short period of grumbling, they join me to lay down wood blocks for the first layer of lumber. I like these “starter blocks” to raise the lumber a few inches off the floor. I either use some cedar 3″ x 5″, or 4″ x 4″ stock. The starter blocks should be as long as the stack is wide.
Each layer of lumber is separated from the next by a series of “stickers” or spacer sticks. The stickers are uniform in size and usually 3/4″ or 1″ square. Milling the stickers square is advantageous over a rectangular cross-section, because no matter how you place the stickers they will form a level stack. Another common sticker size is 1″ x 2″, and these work fine as well.
Place a sticker at each end, and every 16″ along the stack for 4/4 stock. Sticker spacing can be increased to 24″ apart for 5/4 or thicker hardwood. Align the stickers over the starter blocks on the first course. Then align each subsequent layer of stickers over the last. This helps keep the lumber straight during the drying cycle; in fact, improper placement of stickers can permanently deform lumber. The thinner the stock, the more critical sticker placement becomes.
Place some sample boards in the stack that will be easy to pull out for moisture testing later. Once all the lumber is stacked and stickered, place baffles over the lumber. The baffles direct airflow over and through the stack and prevent the top layers from drying too quickly. My four main baffles consist of sheets of 1″ Styrofoam™ insulation. I made a simple frame from plywood strips and attached theinsulation sheets to them with screws and fender washers. This makes lightweight baffles that can be easily moved and repositioned.
Apply foil tape to the edges of the main baffles to help protect the Styrofoam™. My baffles hang from T-bar assemblies mounted to the ceiling. The T-bars are made from 1/2″ galvanized pipe and are attached to the rafters with threaded pipe flanges. To hang the baffles, simply attach hooks to the plywood frame. I found that brackets for mounting rigid metal electrical conduit work best. Select 3/4″ conduit brackets for hanging baffles on 1/2″ galvanized pipe.
If your lumber stack is built on starter blocks, you will need to limit airflow there as well. Place a 1×6 board on the floor behind the stack, tilted to a 45˚ angle. This kicker board will help distribute the airflow more evenly through all layers of lumber. Basically, you don’t want all of the air rushing out under the stack, so find a way to redirect it. End baffles are also a good idea to prevent airflow from bypassing the stack entirely. For end baffles, I use 2″-thick rigid foam insulation screwed to the main baffles. The baffles do not need insulating properties, and plywood would work just as well.

I cannot stress the importance of baffles enough. Without baffles, the top layers of lumber experience “potato chipping” with cupping, twisting or warping. This problem is magnified if the lumber is thin or flatsawn. Thicker lumber like 5/4 or quartersawn lumber is naturally more stable. In addition, weight on top of the stack can be helpful, but nothing replaces baffles for the best lumber yield. The last thing to do before starting the kiln is to close the gable vent with an insulated cover.
My kiln schedule starts with running all fans and the dehumidifier for two days, measuring and removing water as it accumulates. Initially, I set the DH to 40% RH, because I don’t want to remove moisture too quickly. I usually see a large volume of water in the DH each night when I check the kiln.

An anemometer confirms that your effort constructing baffles was worthwhile. Measure airflow over the stacks of lumber in various locations. Air speed of 350 feet per minute is appropriate for common hardwoods such as oak and maple. Also check that air isn’t escaping around the side baffles or under the stack of lumber. Adjust the baffles or fan direction to achieve good airflow.

After two days operating only the fans and DH, I take note of the temperature. (I have found that remotely monitoring the temperature and humidity with a WiFi sensor can be very helpful. It’s a nice use of technology and adds a measure of safety as well.) If the fans and dehumidifer generate enough heat to maintain a temperature of 100˚ to 120˚ F, then I won’t use the auxiliary heater. If the temperature is below this range, I start the heater and adjust the thermostat accordingly. After four days, I decrease the RH setting on the DH to 30% and continue to run the fans.

After seven to 10 days, I reverse the fan direction to make sure all stacks of lumber dry evenly. Soon the DH won’t show much water collected in the tray. If MC readings still aren’t at the desired range, the heat may need to be increased for the remainder of the drying cycle. Remove samples from the stack, and cut an inch or two off one end. Take a moisture reading in the end grain with a pin-type moisture meter or remote probe. (I use the Mini-Ligno MD/C from Lignomat, www.lignomatusa.com.) Once the core readings are 6% to 8% on a fresh cut, the lumber is dry and ready for sterilization. Omitting the sterilization phase can lead to costly losses from insect damage, so don’t skip it.

For the sterilization phase, air temperature needs to be around 140˚ F, for three to five hours. Take the electronics out of the kiln, and continue operating the heater and fans during this phase. The DH is not needed at this time, as the lumber is already bone-dry. I find that unplugging the DH is helpful during the sterilization phase so I can add a second heater, without overwhelming my electrical circuit.
Once the lumber is sterilized, it is ready for the conditioning phase. To condition the lumber, I introduce steam into the kiln for about two hours. This returns some moisture to the very dry exterior of the lumber, while not affecting the core moisture level. I use a Rockler steam generator, item #42826 (www.rockler.com). During the conditioning process, the only equipment operating are the fans, heater and the steam generator — no dehumidifier.
Cost-saving Conclusions
Looking at the cost-benefit analysis of a shed kiln can be enlightening. On the last load of lumber I purchased, I saved $2.50 per board foot compared to retail prices for kiln-dried lumber. The order was 540 board feet (BF) of 5/4 white oak. On this order alone, I saved over $1,300 by drying the lumber myself. This, of course, is gross savings; we must calculate electrical costs to determine the net savings: in this case, about $62. Check out “More On the Web” for my complete calculations to figure savings.
If we revisit the example of a $1,300 gross savings from a load of 540 BF of white oak lumber, and we subtract the estimated cost of $62 to kiln dry the lumber, we arrive at a net savings of $1,238 less than retail. That purchase was an average deal, and one I don’t consider a particular bargain. I often buy from sawyers or homeowners at 40% to 50% of retail price. Frequently, the lumber has already air-dried for several years in a barn or outbuilding. When that is the case, I know I’ll have usable lumber in just a few weeks.
If you use a lot of lumber, and you’re a decent hand at carpentry, a shed kiln will quickly pay for itself. Perhaps the best part: you won’t need to calculate your lumber needs down to the board foot. Just walk out to the shed kiln and grab what you need from your custom-dried supply.
– Willie Sandry is a furniture maker and a lumber kiln operator in Camas, Washington.