
This article, “Getting Started in Casting,” is from the pages of American Woodturner and is brought to you by the America Association of Woodturners (AAW) in partnership with Woodworker’s Journal.
A popular trend in woodturning in recent years has been casting wood, or other materials, in resin to make interesting turning blanks. Pen makers have been casting blanks for over a decade, and the practice has become popular for other types of turning as well. Platters, lidded boxes, and large vessels have all been enhanced by the use of resins. Some use resin to embed an object; others cut a pattern and fill it with color; some use casting to “save” a piece of wood that would not otherwise be usable. In any case, combining wood and resin offers many possibilities for turners to explore.
Someone new to casting may have many questions:
• What products should I use, and in what circumstances?
• Are there different techniques?
• Do I need a pressure pot or vacuum?
• How safe are the chemicals used?
• How do I achieve a clear or colored effect?
• Do the various resin products turn and finish similarly?
In this article, we explore the basics of casting and will try to answer these questions. More importantly, we want to simplify the process and clear up any hesitation you may have about getting started. Note that some casting techniques will require experimentation on your part. With that, we hope to inspire you to explore and find methods and techniques that work for you.
A Note About Safety
Casting involves the use of chemicals and special tools, which carry inherent risks, but with proper safety precautions, these risks can be managed. Each of the resins discussed here comes with its respective use and instruction sheet. Make sure to read, understand, and follow these instructions, and if you have questions or concerns, contact the product manufacturer. Eye protection, gloves, and a respirator are all critical when casting. Within proper safety guidelines, casting can be enjoyable and safe.
Resin Properties
One of the first uncertainties people have when getting started in casting is what resin to use. There are several types on the market today, and it can feel overwhelming. Thanks to Internet forums, symposia, and articles like this, we can all quickly move past beginner mistakes and learn from each other’s success.
It is important to understand that all resins are not created equal, and each has its pros and cons. Understanding their qualities will help ensure you have the correct resin for your project. When purchasing resin, it is best to buy from a resin manufacturer or dealer you trust to ensure you are getting the freshest resin possible, made to be used the way you intend to use it. Avoid hobby stores and retailers when possible. You never know how long a product has been on their shelf.
Always store resin in its original container in a cool area out of sunlight to maximize its shelf life. Most of the time, your project goals will dictate what resin you should use based on its viscosity, working time, adhesion, and durability.
Viscosity

Viscosity is the thickness or flow-ability of the liquid resin. It can have a large impact on your success. If your resin has a high viscosity (very thick), it is harder to mix and can use up much of your working time. It can also have an impact on your ability to flow resin into objects like pinecones or things with small voids. To give you an understanding of viscosity, here are a few common items measured in units called centipoise (cP):
The viscosity of casting resin is typically between 100 cP and 500 cP. You may find that resin will thicken over its shelf life, and when this happens, placing a clamp-style light near the resin to warm it to 80 to 100 degrees will thin the viscosity to an easier working state. It’s important to know that resin cures with heat, so warming it will also shorten your working time. One solution is to let your resin cup sit for fifteen minutes, or until it reaches room temperature, before mixing it with hardener.
Working Time
Working time is the time a resin remains “workable,” before it sets up and can no longer be poured. Most of the resins on the market have their working time noted on the label. This includes time for mixing, coloring, and pouring and is very important when choosing a resin. You wouldn’t use a resin with a two-minute working time if you were making a large cast that will take four minutes to mix, color, and pour; it would set up in the mixing cup before you finished. All resins have different working times, generally ranging from two to forty-five minutes.
Measure Parts Accurately
When you buy resin, it will come with a guide for preparing and mixing it, including key ratios. Most products are a two-part mix (resin and hardener), and it is imperative to mix the parts as directed. “Close enough” or “about” simply does not work with these products. When resin is mixed improperly, the result can range from prolonged hardening time to the colors not mixing to it simply being unusable. Always weigh the two parts in grams for a more accurate mixture.
Three Resin Types
Polyester Resin

Polyester resin (PR) was one of the first being used in individual casting projects because it was readily available and is the least expensive. It has been used in the marine and composite industries for years, in products like carbon fiber and fiberglass applications. Silmar 41 is probably the most widely used PR brand, though others are available. To keep your turning blanks less brittle, it is recommended that you mix only three to four drops of the supplied hardener/catalyst per ounce of resin.
PR has many good qualities. It is more affordable than other resins (about $50 per gallon), has a longer working time (15 to 30 minutes, depending on temperature and amount of catalyst used), and is easily colored with both dyes and mica pearls. PR does not have to be cured under pressure, and it cures to a glass-like state, making it ideal for clear casts or casts of one color. Its viscosity can be easily thinned with heat, and it adheres very well to itself for seamless layered pours. Lastly, it turns, sands, and polishes very easily.
The downside to PR is that it has a very strong odor in its raw state, so proper ventilation and a respirator are imperative. It is also more brittle than other resins and will not hold up to threading. It requires a long curing time (eighteen to twenty hours) and also shrinks during curing, making it less than ideal for “worthless wood” or embedded-object casts.

PR works very well for casting over labels, objects held down with cyanoacrylate (CA) glue, or other “on-tube” projects. It is ideal for casting blanks for pens, bottle stoppers, or eggs.
Urethane Resin

Urethane resin is often referred to as Alumilite, as that is the name of the primary maker of this type of resin. Alumilite offers two clear urethane resins—Clear and Clear Slow—which are ideal for clear, colored, and embedded-object casting. They are both mixed the same way, with the two parts being measured in a 1:1 ratio. Both can be colored with dyes and mica pearls. The difference between Clear and Clear Slow is their working and curing times. Larger and deeper pours should be cast in Clear Slow to avoid thermal cracking from excessive heat in the resin during curing.
Although a bit more expensive than other resins (about $80 per gallon), Alumilite resins are preferred by many because they are odorless, making them ideal for use in enclosed areas. Once cured, they are more durable and less likely to break or shatter during turning. Because of their shorter working time, it is also easier to maintain color separation during pours. They work well for worthless-wood, hybrid, and embedded-object casts. Note that objects being embedded, or cast, must be thoroughly dry. So it is a good idea to warm the objects in an oven prior to casting. Any moisture in the cast can lead to failure—uncured resin, separation from objects, and/or a white haze or foam in the cast.

One drawback to urethane resin is that it doesn’t adhere well to itself in layered pours, creating a weak bond. It also doesn’t cast well over CA glue and must be cured inside a pressure tank, which limits the size of your cast. As noted, Alumilite is very sensitive to moisture, so you should use only Alumilite dyes when coloring. Finishing a urethane clear cast can also require more effort to get a glass-like finish.
Alumilite makes other urethane resins that cure to solid colors: white, tan, and black. These are much thinner and easier to mix. Their working time is only two minutes, but you don’t have to spend any time mixing color since they cure to an opaque, solid color. They are also lower in price (around $60 per gallon).
Epoxy Resin

Epoxy resin is one of the most popular resins, partly because there are so many companies competing, and each has its own version with special qualities. Its name brings confusion, however, because we have both epoxy adhesives and resins. Adhesives are made to be used as a glue, while resins have broader applications, such as very thin pours as a sealer on floors, countertops, and furniture, as well as for making industrial and manufacturing parts and, of course, unique and original turning blanks. Some epoxy resins are a one-part product cured with UV light, but the majority come in two parts and cure through an exothermic chemical reaction when mixed.
Most of us have used the two-part five to twenty minute epoxies that comes in a “dual-plunger” package. They are great for gluing and sealing but not for casting. They do work fine for filling small voids in wood and can be mixed with dyes and mica pearls, but they offer a very short working time. And because of their thicker viscosity, it helps to warm them prior to mixing by placing them in direct sunlight or under a light bulb. The heat will thin the resin, making it easier to mix, color, and get into small cracks and voids. If you have several areas you want to fill, it is best to do them one at a time, mixing only enough to fill one void.
Epoxy adhesive is generally known for its ability to adhere well to objects, and this holds true for epoxy resins as well. It is readily available and comes in different forms to suit various tasks: coating epoxy is for thin pours but has a higher viscosity, so it doesn’t run, while deep-pour casting epoxy resin has a thinner viscosity, allowing you to get it in and around objects or small voids. It is very important to pick the correct epoxy resin for the job. Some popular providers are Alumilite, Liquid Diamonds, and West System. When in doubt, ask the manufacturer what they recommend for your application.
Epoxy casting resins generally come in two parts (A and B) that are mixed in either a 1:1 or 2:1 ratio. UV-cured resins do not require any mixing but are not intended for deep pours; they are used as a coating resin, rather than a casting resin.
Epoxy resins tend to have low odor and don’t require a pressure tank to cure, making them ideal for large projects and molds that are too big for a pressure tank, or for filling open cracks in a project. They offer a very long working time, ranging from twenty minutes to two hours, and have minimal shrinkage during curing. Most of the time, air bubbles will float out on their own, but some people use a heat gun or torch to assist in their removal. Because of its long working time and adhesion qualities, epoxy resin is used for a wide variety of turning projects.
One disadvantage is that epoxy resin is more expensive than other resins ($100 + per gallon). Some must be poured in overlapping thin layers to ensure proper curing. They are UV sensitive and will turn yellow or amber with time, which is undesirable with clear casting. Epoxy resin can be harder to demold (remove from a mold). Lastly, it cures very slowly. While the casting may be firm to the touch in one day, many epoxy resins require up to seven days to fully cure.
Pressure Tank and Vacuum

A pressure tank is useful for compressing (and thus removing) the air bubbles in the resin. This is a necessity with urethane resin because it de-gasses and cures so quickly. Without a pressure tank, air bubbles could remain trapped in cured urethane resin. With epoxy or polyester resins, a pressure tank is not needed but will help reduce failures nonetheless.

Vacuum, on the other hand, is used in stabilizing. You could, for example, submerge old punky wood in a stabilizing solution (such as Cactus Juice) and “pull” the air out of the wood pores. When you release the vacuum, the pores are filled with stabilizing solution, which is then baked to a hard resin state, securing the wood for either turning or casting.

Some like to use vacuum to remove air bubbles from their cup of polyester resin prior to pouring it in a mold. This step is not necessary if you are using a pressure tank. And if the resin has a low viscosity when mixed, most of the bubbles will float up within a couple of minutes anyway.
Casting Molds

There are many mold options for casting. Your choice of mold is influenced by the size of your cast, the resin you choose, the number of blanks you are casting, your financial investment, and more. Options include commercially made molds, recycled (repurposed) items, and handmade molds.

Commercially made molds are great but are usually limited to smaller casts for pens, handles, and blanks under 6″ (15cm) square. They can be a little expensive but offer the most life because they are reusable.
Recycled or repurposed materials are economical and readily available, so it’s not hard to find the right-sized mold for the project at hand; plastic food and product containers, mixing bowls, soda cans, and similar items are good choices. When using plastic as a mold, make sure the recycling code on the container is a 1 or 5. This is the number usually found on the bottom in the arrow triangle.

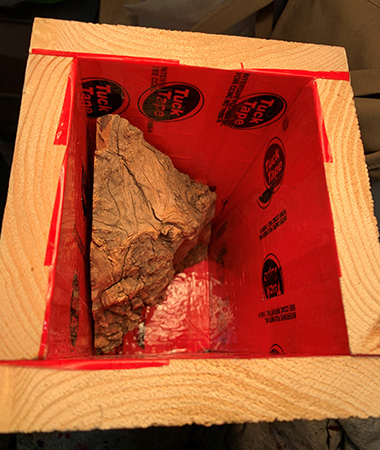
Shopmade molds may be required for large or custom casts and are usually constructed for one-time use. Making your own molds can be advantageous in conserving resin (and money). Some materials well suited for making molds include high-density polyethylene (HDPE), Delrin, silicone caulk or rubber, PVC, putty, and melamine.

Any wood can be used as long as it’s covered with a nonstick material such as sheathing tape, Mylar, plastic wrap, or wax paper. A mold release will also help, and there are commercial releases made for specific mold materials that work very well. Other products such as vegetable or mineral oil, cooking spray, or petroleum jelly can work but should be considered as a last resort.
Colorants and Other Supplies

All casting resins can be colored, but to ensure success, it is best to use the brand of dyes that are sold with each resin. Dry colorants like mica pearls add a metallic or pearlescent effect to clear resin and can be mixed with them all. With a little experimenting, you will find other additives that work to color your resin, like acetone-based spray paints, fingernail polish, powder fabric dyes, and glitter.
It’s a good idea to make a designated casting area. This will keep your tools and work area free of resin, while keeping sawdust and foreign objects out of your casts. It’s also a good idea to wear an apron or older clothing. You will also need wood stirring sticks or bamboo skewers (great for adding dyes to resin), an electric drill with a mixing bit (a 1″, or 25mm, spade bit with the tips ground off works well), cups in which to measure and mix resin, and a postal scale that measures in grams.
Turning Cast Resin
Turning a blank of resin and wood is different than turning either a wood-only or resin-only blank. Many woodturners use only high-speed steel tools, but when working resin and combination blanks, a broader tool arsenal could be advantageous. Consider that table saw blades vary depending on the task for which they are designed—cross-cutting, ripping, or cutting plywood or melamine. Why then do we turners expect our favorite cutting tool to be able to do all cuts on all materials?
During a bevel-rubbing cut, highspeed steel tools tend to slide across the resin and the transition areas more than on wood. This slide could cause a catch in the wood during transitions. As with all turning, if you have a catch or a jump, look at the piece and figure out what went wrong. Catches in resin are much different than catches in wood. Resin will chip, and the chip is not limited to just where the tool caught. You may see a series of small chips or catches in the resin. Resin chipping is common with dull tools, too fast or too aggressive a cut, or air bubbles in the resin. A resin catch can go much deeper and even crack the entire piece.
We suggest carbide tools for this type of turning. Carbide tools will provide a much more consistent, uniform cut over transition areas and on solid surfaces (wood or resin). Carbide is always cutting on an edge, so there are no concerns that the bevel will slide out of control over the resin. Note that just because you do not have to sharpen carbide, does not mean you do not need to use a fresh edge. Rotate the cutting head when you feel the tool is not providing a consistently clean cut.
Sanding and Finishing
When working a traditional wood blank, depending on the finish, most turning can be sanded to 400 or 600 grit. Resins are a different breed, requiring much finer scratch removal, possibly up to 12,000 grit, using Micro-Mesh abrasives. With resin, you will need to go through more grits, but each grit should require only a very light pass.
If you encounter a small imperfection in the resin, consider “patching” or “leveling” it with CA glue. CA is a good filler of small voids in resin and when finished is usually imperceptible. Note that after applying the CA, you will most likely need to go back and work your way through all the sanding grits again. Do not skip a step here, as you will see the patch if it is not worked properly.
As for an actual finish, we have had good luck with both oils and lacquer. An oil finish will have little effect on the resin but can make the wood stand out. Lacquer will make both materials stand out.
With experimentation, you’ll find what works best for you. Consider casting a journey that you will continually refine as you explore new techniques and products.
John Underhill, of Ottawa, Illinois, is a retired deputy sheriff of twenty-seven years and an active woodworker for more than thirty-five years. He began turning and casting in 2007 and is now an award-winning pen and blank maker and demonstrator. John’s work can be found at underhillcustomcreations.com and exoticblanks.com.
Mark Dreyer, of Aurora, Illinois, is an electrical engineer by education. He has been a woodturner for over twenty-five years and enjoys demonstrating and promoting pen making and woodturning across the country. Mark has demonstrated at numerous AAW Symposia and at regional events such as Turn On! Chicago and the Midwest Pen Turners Gathering, as well as for numerous local clubs. He is an active member of Chicago Woodturners and Windy City Woodturners. Mark’s work can be found at markdreyerturning.com.





